激光焊接电动智能汽车电池的设计


电动汽车中的电气驱动系统需要新型锂离子电池技术。虽然锂电池已应用于手机和笔记本电脑多年,但应用于交通工具的电池要为系统提供极大的功率。这些驱动系统的使用寿命还不能低于十年。为了能在成本上与内燃机一较高下,电池系统还需要将成本降至当前的一半以上。只有可靠而廉价的新制造方法才能满足这些需求。
接合技术的工业现状
数年来EWI公司一直与高级电池企业合作,致力于这一挑战。2010年9月举行的电池制造技术研讨会上,EWI就目前在电池和电池组组装中使用的连接技术对业界进行了调查(见表1)。结果显示,由于锂离子电池是多层厚度不一(0.001至0.0625英寸)的材料(铜、铝、镍和镀镍铜)的复合组件,这种电池的制造需要组装大量零件,包括不同材料之间的接缝。为了组装这些零件,业界使用了各种工艺,包括钎焊、电阻、超声波和激光焊接。表1中的调查结果显示,没有一种连接工艺占主导地位。没有哪一种工艺得到人们的认同可以用于各种材料的几何组装。

经过此次调查,EWI和美国俄亥俄州立大学汽车研究中心设立了一个项目,来调查连接组装锂离子电池和电池组的材料组合的电阻、超声波和激光焊接工艺。目的是研究数据资料,帮助业界找到一种工艺来连接装配中的各个部件。
激光的优势
激光焊接因其工艺极为灵活和精确而具有吸引力。可以依据尺寸和形状来调整焊缝,以适合狭小的空间,也适用于各种设计。由于激光焊接是非接触式工艺,有效焊接光束可以进入到超声波或电阻焊接头无法进入的狭小空间。这种焊接工艺速度极快,尽管是一种熔化工艺,却不会造成大热输入。
实验
人们采用功率为600瓦的IPG YLR-600-SM连续波掺镱光纤激光器来进行这一研究。该激光器释放出波长为1070纳米的光束,并利用一个100毫米焦距的镜组(理论上可以产生9微米的斑点)将光束传输到工件上。尽管铝和铜对于1000纳米的红外波长具有高度反射性(>90%),但在焊接时能利用到总功率的55%至75%(330至450瓦)。
一个扫描速率为200~400毫米/秒的二维运动控制系统被用来进行焊接。这一激光研究包括一个完整的析因设计实验, 囊括了所有可能的材料组合(铝1100或1145,铜110,镍200,无电镀镍铜,电镀镍铜);是否使用氩保护气体;以及定向样本。大多数研究都是在125微米厚的材料上进行。所有焊接都通过基底完全穿透。两种极耳焊接的横截面如图1所示。
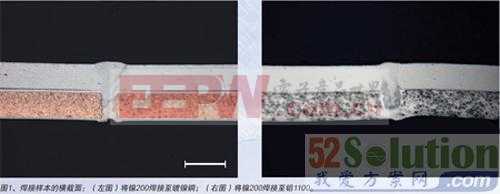
为简单起见,这些激光焊接只单次扫描25毫米宽的测试样本。然后对这些焊接的机械和电气性能进行评估。利用搭接剪切和弯折试验进行机械评估, 利用阻焊电源提供的大电流脉冲进行电阻评估。脉冲范围从400至1000安。
评论