单片机控制系统在电火花机床上的应用


1引言
本系统是对一种电火花机床设计的,采用负极放电方式即采用黄铜对工件的放电达到加工目的。通过试验得到黄铜对工件的耗损比值,用程序控制所需要的加工深度,加工出来的油嘴座面完全符合要求,提高了加工速度,保证了加工精度,完全取代了传统的风磨加工。
2设计思想
根据油嘴加工工艺及加工工件的参数,由步进电机驱动电极移动,要准确地自动实时采样,,改变步进电机的工作频率,以控制步进电机的进给量,为了符合油嘴的座面要求,在加工过程中,根据试验得到的耗损比值,利用查表法编程方法来对电极进行实时修正,这是控制砂轮电机完成的。根据不同的粗坯工件的加工深度,采取相应的频率以及控制运行的步数。其工序顺序控制逻辑包括:
(1)快速趋进:为了提高工作效率,在工件安装好后,步进电机必须快速趋进被加工工件的表面。
(2)快速退回:当加工完预置的加工量后,步进电机必须退回到初始位置。
(3)粗磨:对于加工尺寸大的毛坯,为了提高工作效率,可选择单独进行粗加工,粗加工时,步进电机以粗磨速度进给,同时通过改变放电电压,切换放电电容,控制放电火花,放电快,提高加工速度。
(4)精磨:当加工尺寸较小,为了保证座面的角度和光洁度,采用精磨的方式,精磨时,放电火花小,加工电压低,这也是通过软件控制继电器切换加工电压和放电电容实现。
(5)粗精磨:本系统可进行粗精磨加工一次完成。在开始加工时采用粗磨,当加工到一定范围以内(如3丝),系统自动转换为加工,这样既提高了加工速度,又保证了精度和光洁度。系统在两种加工方式下能控制火花放电量。
我们选用三相拍步进电机(45BF3)作为电极的进给驱动部件。被控制的步进电机有正转(进刀)、反转(退刀)和停转三种基本工作方式,正反转又各有不同的运行频率(即进刀或退刀速度)要求,进刀、退刀速度是根据软件进行调整的。当步进电机三相绕组按A→AB→B→BC→C→CA→A的顺序得电,就可实现正转,反之,若按A→AC→C→BC→B→AB→A的顺序得电,就可实现反转,若输出状态始终保持不变,电机也就停止了运行,利用8031的P1口的P1.0、P1.1、P1.2控制电机的三相绕组,达到控制其运行方式。
在加工过程中,同时要控制加工电压、切换放电电容,当修复加工电极时,要切换工件、电机的电压。这些都是软件来控制各个继电器按一定的时序的开、闭实现。
3系统硬件设计
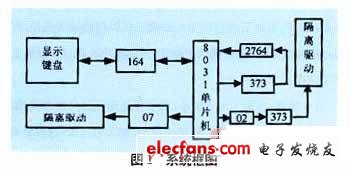
本系统硬件由四个部分组成,即由8031单片机、2764EPROM以及74LS373组成的基本系统,驱动电路、采样电路和显示与键盘扫描电路。这里主要介绍基本系统及驱动电路。
3.1基本系统
系统设立了5位显示器和7个按键,显示器分别显示加工的模式状态、设置值、加工剩余量,七个按键分别为:启动、复位、暂停、十位置数位、个位置数位、置数功能键、加工模式选择,当置数按键起作用后,可给十位和个数置数,加工模式选择可选择粗磨、粗精磨加工方式。在软件中将1~99丝的加工量根据一定的转换关系转换成相应的数据存入一个表中,在加工时根据不同的加工量取相应的表中的数据即可。
用串行输入、并行输出移位寄存器74LSl64连接LED显示器与键盘。系统原理图如图1所示。
评论