基于TL494的PWM脉宽调制等速送丝电路


摘要:通过对电压负反馈配合电流正反馈的送丝调速系统与转速负反馈调速系统的比较,得出了这两种调速系统的等效条件。设计了一种基于TL494芯片的电压负反馈配合电流正反馈的CO2焊机送丝调速电路。该电路通过PWM脉宽调制,实现转速的均匀调节,并具有过电流截止保护功能。通过实验,验证了该调速电路的可靠性。实验中,当电源电压由342V变到418V,负载从25N变到50N时,送丝速度的变化率小于5%,符合JB/T9533-1999专业标准要求。
细丝CO2焊通常都采用等速送丝方式配合平特性电源,使得电弧有较强的自身调节功能,燃弧稳定。设计合理,性能优良的送丝装置是实现高焊接质量的前提。送丝电机一般采用惯性小、机械特性硬的印刷电机。为了确保电机能够稳定送丝,工程上多采用3种调节方式:转速负反馈自动调节,电枢电压负反馈自动调节和电枢电压负反馈配合电枢电流正反馈调节。采用速度反馈方式,虽然控制精度高,但必须采用测速发电机,成本较高;电枢电压负反馈只能实现电枢电压的稳定,不能补偿负载力矩变化造成的转速变化,因而控制精度较低;电压负反馈配合电流正反馈不仅能够实现转速的稳定,而且电路设计简单,成本低。本文所设计的等速送丝电路就是采用电压负反馈与电流正反馈相结合的调节方式,运用PWM脉宽调制技术实现均匀调速。在网压±10%和负载在50%~100%变化时,送丝速度的变化率小于±5%.
1电机转速调节系统的比较
为了使输出的转速稳定,最直接的控制方式就是采用转速负反馈自动调节系统[1],其结构如图1所示。
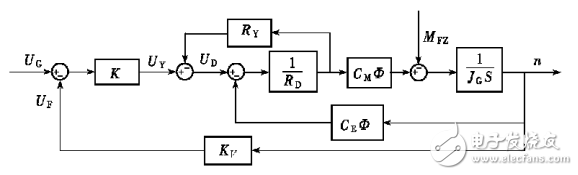
图1转速负反馈系统
从图1可以得出输出转速对负载转矩的传递函数:

式中:n———电机转速;MFZ──负载转矩;RD———电枢电阻;RY———电源内阻及导线电阻;JG———电枢转动惯量;K———误差放大倍数;KV———速度反馈放大倍数;CE,CM———电动机的结构参数;Υ———电动机磁通;S———拉氏变量。
电压负反馈配合电流正反馈的调节系统不仅能使电枢电压稳定,而且可以使转速恒定,其结构如图2所示。
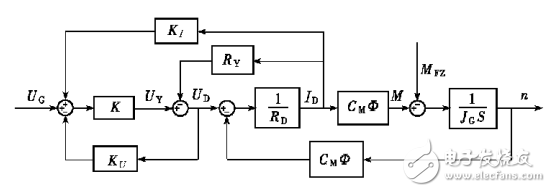
图2电压负反馈和电流正反馈调速系统
由图2可以得出输出转速对负载转矩的传递函数:

式中:KI———电流反馈系数;KU———电枢电压反馈系数。

即反馈量正比于电动机的转速,从而实现了转速负反馈。
需要说明的是,虽然电流正反馈配合电压负反馈可以等效速度负反馈,但不能完全取代。例如它对温度等的变化所引起的速度细微变化不具有补偿作用。但是,对于送丝机来说,这个等效精度足够了。
评论