
电焊机空载节电器 四

电路工作原理
该电焊机空载节电器电路由+l2V电源电路、电流检测控制电路,延时控制电路和控制执行电路组成,如图8-8所示。
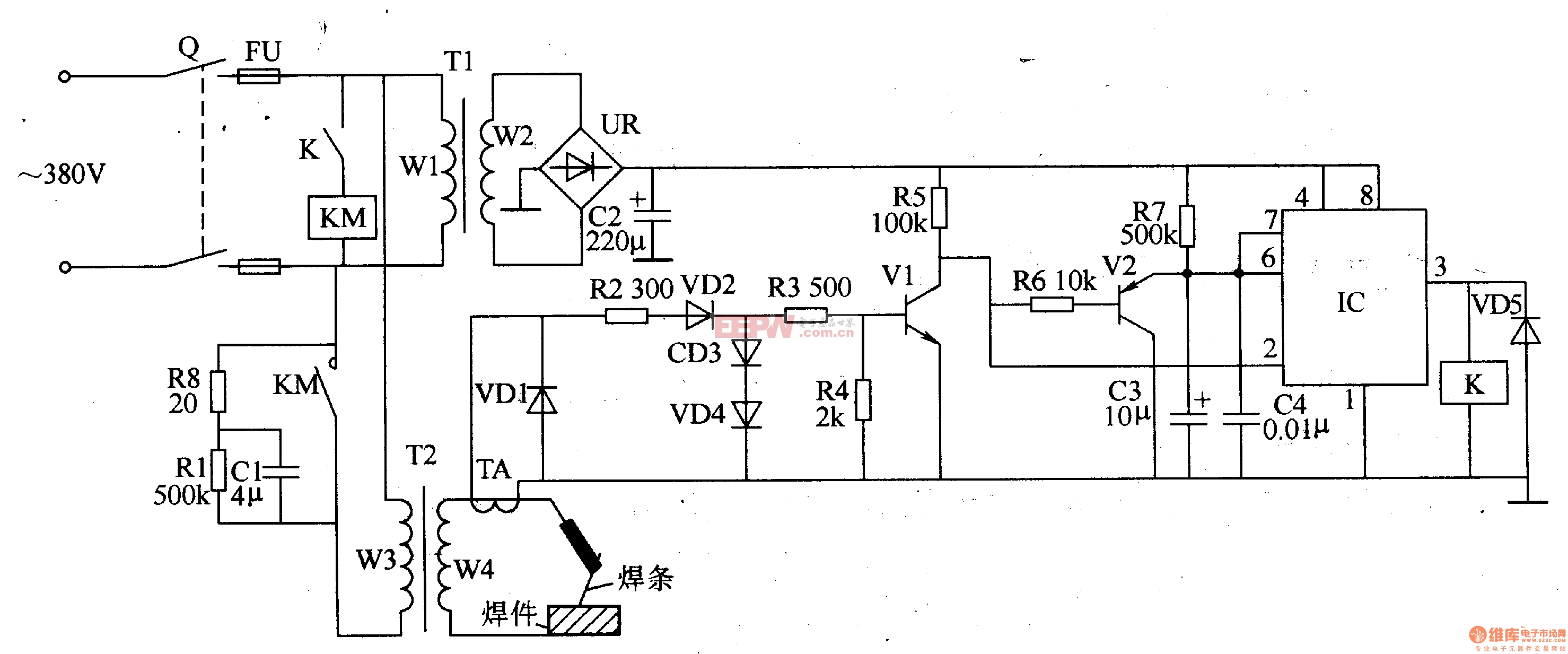
+l2V电源电路由刀开关Q、熔断器FU、电源变压器Tl、整流桥堆UR和滤波电容器 C2组成。
电流检测控制电路由电流互感器TA、二极管VDl-VD4、电阻器R2-R6,、晶体管V1及V2组成。
延时控制电路由电阻器R7、电容器C3及C4、时基集成电路IC、继电器K、交流接触器KM和二极管VD5组成。
T2是电焊机变压器。Rl、R8和Cl组成节能电路。
接通刀开关Q,交流380V电压 (或交流220V电压)一路经KM的常开触头加至仪的一次绕组Wl上;另一路经Tl降压、UR整流及C2滤波后,为Vl、V2和IC提供直流工作电压。
在电焊机空载 (末焊接)时,电流互感器TA中无感应电流,Vl和V2处于截止状态,IC的2脚为高电位,3脚输出低电平,K和KM处于释放状态,KM的常开触头断开,Cl、Rl和R8并联接人T的一次回路中,使电焊机迸人空载节电状态。
当焊接时,焊条与焊件碰触,使TA产生感应电流。磁感应电流经R2限流、VD2整流后使Vl和V2导通,IC的2脚变为低电平,3脚输出高电平,K和KM通电吸合,KM的常开触头将R8和Cl、Rl短路,电焊机进大正常焊接状态。
为防止KM在电焊机间歇操作时频繁动作,电路设有延时控制功能。在停止焊接时,Vl和V2截止,C3通过R7充电,只有在C3两端电压充至8V时,IC的3脚才输出低电平,使K和KM断电释放,电焊机才转人待机节能状态。
改变R7的阻值或改变C3的容量,可改变延时时间的长短。
元器件选择
Rl、R3-R7均选用1/4W金属膜电阻器;R2选用2W金属膜电阻器;R8选用lOW的水泥电阻器。
Cl选用耐压值为630V的CBB电容器或油浸电容器;C2和C3均选用耐压值为25V的铝电解电容器;C4选用独石电容器或涤纶电容器。
VDl-VD5均选用1N4007型硅整流二极管。
UR选用lA、5OV的整流桥堆。
Vl选用S9013或3DG6型硅NPN晶体管;V2选用S9012或3CG2l型硅PNP晶体管。
IC选用NE555型时基集成电路。
Tl选用3W、二次电压为l2V(380V/l2V或220V/l2V)电源变压器;T2为原电焊机变压器。
K选用JRX-l3F或JQX-4F型l2V直流继电器。
KM选用线圈电压为380V(若使用交流220V电源,KM的线圈电压为220V)的交流接触器。
TA选用LMKl-0・5型穿心式电流互感器。
Q、FU和KM的电流容量应根据T2的实际功率合理选用。

评论