

为了实现航空兵部队日常飞行保障中对维护工具进行远程实时精确管理的目的,设计了一套基于ZigBee无线传感网络和条码技术的工具实时管理系统。该系统由终端数据采集系统、ZigBee无线传感网络和上位机监控端3部分组成。系统完成了条码枪对工具条形码的采集和无线传感网络对数据的传输,PC端建立数据库和上位机应用程序实现了数据处理和人机交互。此外系统还实现了对维护现场工具的实时管理,提高了工作效率,杜绝了人为差错的发生,对飞行安全保障具有重要意义。
在航空兵部队飞行保障中,对工具的管理非常重要,严防将维护工具遗漏在飞机内部,对飞行安全保障十分关键。每架飞机所对应的工具都是独一无二的,工具箱跟随飞机的位置移动,目前是人工对工具箱中的工具数量和种类进行清点确认,在保证数量和种类准确无误的情况下才能对飞机进行相关作业。现有工作模式由于工具种类繁多,人工效率低下且存在人为误判的情况,这将对飞行安全造成严重隐患;同时每天需要去工具房借还工具,工作量较大。为解决上述问题,本文设计了一种基于ZigBee无线传感网络的远程工具管理系统。系统实现了通过条码枪对工具出入工具箱条形码的数据采集,并通过建立ZigBee无线通信网络将条形码数据传输到PC端数据库,在PC端进行数据处理,通过可视化界面对处理结果进行显示,并将每个工具箱的数据处理结果发回现场终端设备显示,实现远程对每架飞机工具的精确、实时管理,并将结果反馈给现场工作人员,实现了各类人员对数据的共享。本系统有效地解决了现有工作模式下监管不到位、存在人为差错隐患、工作程序繁琐的弊端;既保证了安全又提高了工作效率,对探索飞行安全保障模式具有重要意义。
1系统总体设计
系统功能主要分为3部分:(1)实现单个工具箱(ZigBee终端节点)的工具出库入库时工具条形码的采集。(2)ZigBee无线传感网络的建立,将各终端节点采集的数据实时上传到协调器点,并进行协调器点和终端节点的数据交换。(3)在PC端,通过RS232串口接收协调器节点的数据,通过建立的数据库进行数据处理,实现对处理结果的可视化显示并将处理结果反馈给各个终端节点。
整个工具管理系统的无线监测网络由终端节点、汇聚节点、监控中心组成。系统采用Z—Stack协议构建无线传感器网络;各个终端节点分别执行工具条码的采集、信息的处理和数据的传输;汇聚节点包括路由器和协调器,路由器负责数据的收集与转发,协调器作为网关节点,主要负责网络组建、维护、控制终端节点的加入,通过RS232串口与监控主机实现数据的交互;在监控中心通过建立数据库并对数据进行处理从而实时管理整个网络区域内各终端节点的工具运转。在ZigBee协议的3种拓扑结构中,本文选用树形网络,树形网络比最简单的星形网络拓扑网络规模大,同时比网状拓扑所需资源小,系统结构框图如图1所示。
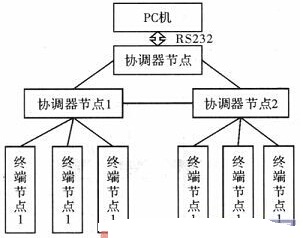
图1 系统总体结构框图
2硬件设计
系统硬件电路的设计主要包括终端节点和协调器节点的硬件设计。终端节点主要负责工具条码数据的出入库管理、状态显示、数据的无线发送和接收等任务,并能以自组织的方式加入网络,是整个硬件的核心;而汇聚节点包括路由器节点和协调器节点,路由器节点主要负责数据的路由;协调器节点主要负责和PC端上位机程序的数据通信,接收路由器的数据通过串口输出到PC机,通过串口接收PC端处理后的数据,通过无线传感网络传输到各个终端节点,同时负责无线网络的建立和维护。
系统的终端节点由CC2530核心模块、数据采集模块、状态显示模块和按键模块组成。终端节点的硬件框图如图2所示。

图2 终端节点硬件电路框图
2.1 CC2530核心模块电路
CC2530芯片是ZigBee新一代SoC芯片片上系统解决方案,其能够以较低的总材料成本建立强大的网络节点。CC2530集成了RF收发器、增强工业标准的8051MCU,可编程Flash存储器,8 kB RAM等。图3所示为CC2530核心电路图,主要包括电源电路部分、晶振电路和射频电路3部分。

图3 CC2530核心电路图
2.2数据采集模块电路
在终端节点中,条形码扫描枪负责对工具条形码出入工具箱的数据进行采集,通过RS232串口通信将数据传输给CC2530,CC2530模块再将条码数据进行处理后通过无线传感网络传输给上位机。图4为系统的USB转串口电路图。
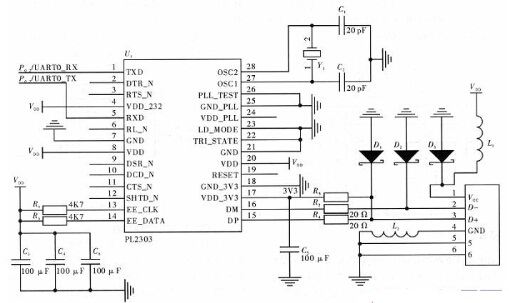
图4 PL2303转串口电路
2.3状态显示模块电路
液晶屏采用LCD1602,具有标准的16脚接口,可显示汉字、英文和图形。常用的指令集有:清屏指令、输入方式设置指令、显示开关控制指令、光标位移指令、功能设置指令、写数据指令等。液晶屏用于显示工具状态信息,工具全部归还时显示为OK,工具缺失是现实缺失的数量和工具代码。液晶屏电路如图5所示。
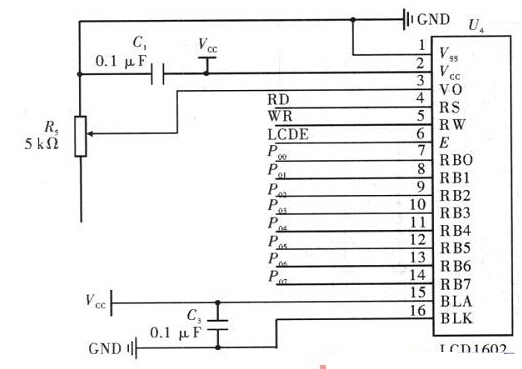
图5 液晶屏电路
LED用于系统的工作状态显示,D1为系统报警指示灯,终端节点接收到上位机反馈的信息为工具数量不足时D1为闪烁状态,并在液晶显示屏幕上显示具体确实的工具代码。D2为工具出库状态指示灯,D3为工具入库状态指示灯,LED电路如图6所示。
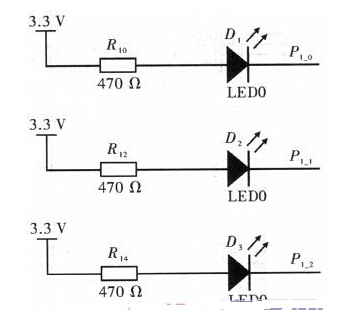
图6 LED电路
2.4按键模块电路
按键模块用于系统的工作模式的控制,本系统设计了3个单独的按键。S1为系统启动按钮,S2为入库状态切换按钮,S3为出库状态切换按钮,按键电路如图7所示。
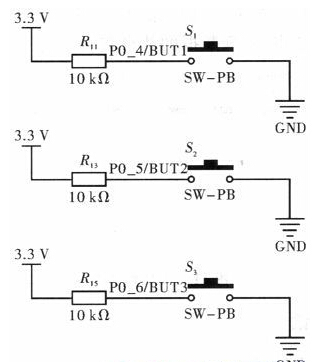
图7 LED电路

评论