
ZX5—630可控硅整流弧焊

ZX5—630可控硅整流弧焊机电路
BT338 一.用途 可控硅整流弧焊机是国家“八五”期间重点推广应用的新型节能焊接设备,也是国家指定用于取代旋转直流焊机的理想设备。该焊机可广泛用于汽车、造船、冶金、化工、建筑等行业,可使用所有牌号直径2.5—8mm的各种焊条,对低碳钢,中碳钢,低合金钢及不锈钢等进行全位置焊接,利用可控硅元件快速控制的特点,焊机动特性优良,性能柔和,电弧稳定,熔池平静,飞溅小,焊缝成型好,有利于克服碱性焊条在焊接中产生气孔的倾向。焊机具有引弧及推力电流装置,使引弧容易及焊条不易粘住,焊机对电网电压波动进行补偿并在焊机冷热时,都能保持焊接电流的稳定,焊机操作方便可远距离调节(暂定10米)焊接电流。二.技术数据电源电压V380额定工作电压V44相数3额定工作电流A630频率HZ50额定负载持续率60%输入容量KVA48电流调节范围A130—630初级电流A74电网波动补偿度电网波动±10%空载电压V70输出电流≤4%频率75%冷热态电流稳定度≤2%功率因数0.75冷却方式强迫风冷绝缘等级B级外形尺寸mm900*660*770质量 Kg230 三.结构概述 焊机由三相变压器,平衡电抗器,滤波电抗器,控制变压器,交流接触器,排风扇,控制线路板,可控硅元件等组成,主变压器及平衡电抗器绕组均采用盘式结构,绕制方便,风道畅通,有利于通风散热,滤波电抗器采用中间插入铁芯的条形结构,制作方便,振动极小。
焊机焊接电流可以远控,搬运远、近控开关,调节相应的电位器,既可达到焊接电流的调节,推力电流及引弧电流可在面板上任意调节。四.电气原理 1.ZX5—630可控硅整流弧焊机,采用可控硅元件,在电源变压器的次级贿赂中,既起整流作用又利用触发相位角来改变输出直流电压大小,焊机从直流输出端的分流器上,取出电流信号,做为电流负反馈信号,随着直流输出电流的增加,负反馈亦增加,可控硅的导通角减小,输出直流电压下降,从而获得了下降的外特性。焊机电路方框图如图(一) 2.焊机电气原理概述如下: (附电气原理图)(1)焊机主要回路: 焊机主回路包括电源变压器B1,可控硅元件SCR1—6,平衡电抗器L1,滤波电抗器L2,分流器FL组成,变压器次级与可控硅元件接成带平衡电抗器双反星形整流电路形式,滤波电抗器既使焊接电流中脉冲分量减小,又使整流电路在可逆状态下运行,使触发电路以简化,由分流器上取出准确,及时的电流信号,通过负反馈,控制焊机的外特性和动特性。(2)同步线路: 触发脉冲的同步线路由三相控制变压器B2,电阻R1—R3,稳压管BW1—BW6取出三相正、负方波电压,由电容C1—C3和R4进行微分,取出电网三相正、负过零点的脉冲电压,由Z1—Z4分别取出三相电压正向过零点及反向过零点的信号分别使三极管T1T2饱和导通在T1、T2导通期间,使触发脉冲发生电路中电容器C20、C21放电,充电电流被三极管旁路,而形成同步点,(3)触发点路: 触发点路由双基极二极管,充放电电容器C20,C21,二极管T3、T4,脉冲变压器B3,B4等组成,由移相控制电路来的控制电压加到T3、T4的基极,控制充电电流的大小,从而改变了触发脉冲的移相角度,脉冲变压器输出的触发脉冲分别触发小功率可控硅SCR7、SCR8上,当小可控硅导通时即可强触发主可控硅导通。(4)移相控制电路 移相反馈控制电路由运算放大器F,电流调节电位器,额定电流整定电位器,零点调整电位器等组成。分流器上的电压信号,供给电压比较器F作电流负反馈的电压来用,分流器输出的负电压,与电流调节电位器输出的给定正电压比较,通过F运算后,输出负电压作为移相控制电压。当焊接电流增大时,分流器两端的负电压增大,使F输出电压趋向于正,亦既T3、T4导通减弱,C20、C21充电电流减小,移相角增大焊接输出直流电压降低,获得下降外特性,调节电流调节电位器,既改变给定电压值,同样可改变F输出的控制电压,从而调节焊接电流。五.安装及使用方法1.焊机安装: (1)本焊机不允许在高湿度(相对湿度超过90%),高湿度(周围环境湿度超过40℃)以及有害工业气体,易燃、易爆、粉尘严重的场合下工作。
(2)本焊机的电源为三相380V,50HZ用户应自备容量为100A的自动保险式空气开关,并要求用于不大于8平方毫米的铜导线可靠接地。
(3)输出端设在焊机内,接线时,先折下盖板,将电缆牢固接地在输出螺杆上,然后上好盖板。2.使用方法: (1)近控使用时,将面板上近控开关置于“近控”位置,取下遥控操作盒,(盖上插座盖),合上三相电源,向焊机供电,电源指示灯亮,按下“ON”按钮,绿色指示灯亮,焊机开始工作,风扇转动,焊机有电压输出,根据需要调节好电流刻度(仅供参考、应以电流指示为准),推力电流及引弧电流,既可进行焊接。
(2)远控使用时,将面板上远控开关置于远控位置,将远控操作盒焊接上,将引弧,推力电流调至所需位置,合上三相电源向焊机供电,按下“ON”按钮,焊机既投入运行,在操作盒上调节好焊接电流,既可进行焊接。4.注意事项: (1)焊机三相进线连接必须牢靠,如有一相断开,焊机就不能正常运行。
(2)焊机与电缆的接头处于必须拧紧,否则接触不良,可将接线板烧坏。
(3)调节旋钮轻轻旋动即可,两端限位处,切勿使劲再旋。
(4)如焊机在使用过程中,突然有过大的电流冲击或性能显著变劣时,应停机检查。
(5)起动焊机后,风扇不转动或风扇虽转动,但风力很小时,首先应进行风机的检查和修理,方可使用,本焊机严禁在无规定通风下进行焊接工作。
(6)控制箱内各电位器在出厂时已调试完毕,用户非特殊需要切勿随意旋转。六.故障及消除方法故障现象原因消除方法1.箱壳漏电1.电源线不慎碰箱壳。2.变压器、电抗器、电源开关及其它电器元件或接线碰箱壳。3.未接地线或接触不良。1.消除碰处。2.检查、并消除碰壳处。3.接好接地线。2.接触器不动作焊机不能工作1.电源缺相。2.电源开关接触不良。3.接触器损坏。1.检查电源。2.更换开关。3.更换接触器。3.空载电压调节失灵1.电源电压过低2.变压器次级线圈匝间短路3.可控硅整流器SCR1—6其中一个或几个不触发4.输入电压一相开路1.调整电压至额定值。2.消除短路处3.检查控制箱内触发线路部分及引线并修复它4.检查并修复4.焊接电流调节失灵1.控制线开路或短路2.近、远控选择与电位器不相对应3.可控硅整流器SCR1—6不触发4.控制盒插座20、24号无输出电压5.同步线路有故障 1.检查并修复之2.使其对应3.检查并修复4.检查控制箱给定电压部分及引出线5.修复5.焊接时焊接电弧不稳定性能明显变差1.线路中某处接触不良2.滤波电抗器匝间短路3.分流器到控制箱的引线断开1.使接触良好2.消除短路处3.应重新接好6.风扇不转或风力很小1.保险管RD1—3熔断2.风扇电动机绕组断线3.风扇电动机起动电容接触不良或损坏1.更换保险丝2.修复电动机3.使接触良好或更换电容器7.噪音变大1.风扇风叶碰风圈2.风扇轴承松动或损坏3.风扇风叶松动4.固定箱壳或内部的某紧固件松动1.整理风扇支架、使其不碰2.修理或更换3.拧紧风叶4.拧紧紧固件8.焊机内有异味或主电源保险丝熔断1.主线路部分或全部短路2.可控硅整流器击穿短路3.风扇不转或风力小1.修复线路2.检查保护电路电容,接触是否良好、更换同型号同规格元件3.修理风扇9.焊机无输出电流1.保险丝RD1—3熔断2.风扇不转或长期超载使焊机内温升太高、从而使温度继电器KW动作1.更换保险管2.修复风扇或控制焊机不要超负荷运行10.焊条容易粘工件1.焊接电流太小2.短路电流太小3.温度继电器烧坏1.适当调大焊接电流2.适当调大推力电流3.更换温度继电器七.供应成套1.产品成套包括: 1.可控硅整流焊机 1台 2.遥控调节盒 1个 3.焊钳 (带10米90平方毫米电缆线) 1把 4.电焊软件 90平方毫米 10米 1根 5.面罩 1只 6.电焊黑白玻璃 各一块2.随同产品文件有: 1.装箱清单 1份 2.使用说明书 1份 3.产品合格证明书 1份 附图:电气原理图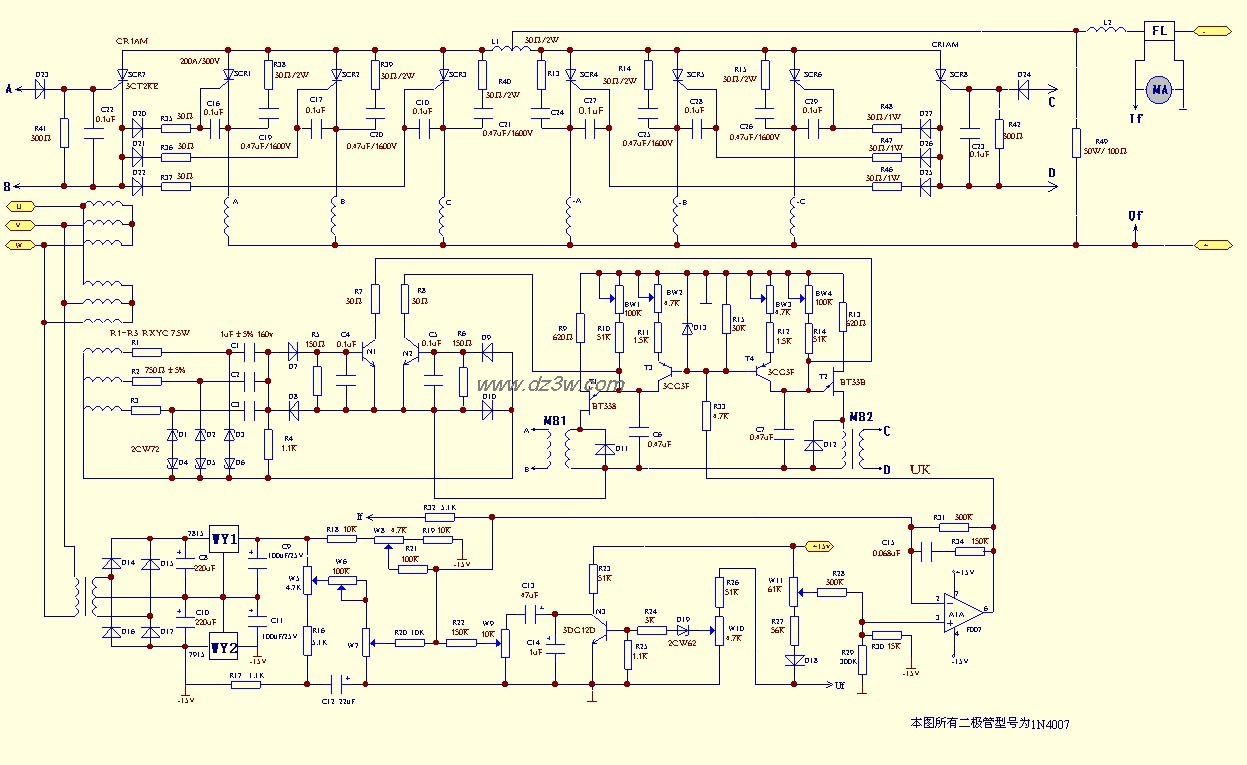

评论