
浅谈丹佛斯同步控制器在压光机中的应用

1 概述
造纸企业是高能耗企业,电能消耗十分严重。
目前,我国多分部同步速度控制的中小型造纸设备,依然采用以直流调速技术作为电气系统的核心来配合工艺要求,耗电量大,在生产过程中经常由于机械磨损、传动带的打滑等因素造成速度匹配失调,形成断纸、厚度不均等现象。为了降低能耗,优化产品质量,提高劳动生产率,现代化的造纸设备在传动部分采用安装交流电动机,并配制特制的变频器,使系统各部分不仅能够实现同步控制,而且能够在一定的范围内调速。
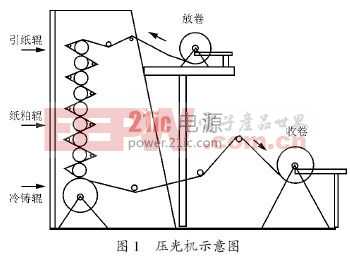
压光机的工作原理是将价格低廉的磨木浆、化学机械浆或废纸脱墨浆以及麦草浆作为主要原料,配以少量的长纤维化学浆,并添加30豫以上的填料制成纸制品,其平滑度达500S 以上,不透明度达85豫以上,裂断长度纵横平均达3 000 m以上,产品质量可和低定量涂布纸比美,可用作广告、目录、插页等彩色印刷。由于该工艺使用大量填料和高效率的磨木浆或化学机械浆,可节省纤维和木材资源,因此可大大降低成本。纸页经压光机压光后,可以提高纸页的平滑度、光泽度和紧度,使纸页全幅厚度一致,从而改善纸张的外观质量,并减少透气度。图1 所示的超级压光机主要分为放卷装置(又称退纸器)、压光辊装置(含主电机)和收卷装置等,原纸从放卷装置处经引纸辊依次通过各纸辊和冷铸辊后进入中心收卷。本文介绍了采用丹佛斯变频器和同步控制器对西安精美纸业压光机进行技术改造的实例。
2 超级压光机的变频控制
2.1 恒张力控制方案
超级压光机在快速启停及中间连续调速过程中必须保证纸页的张力恒定,否则收取的纸页就会卷曲、折页甚至断裂,严重影响产品的质量和产量。本系统中利用变频器和同步控制器的组合来达到精确的张力控制,一般情况下,可以通过两种方式来满足系统的要求:一是通过控制电机的速度来实现,二是通过控制电机的转矩来实现。由于本例采用的是中心卷绕的方式,随着卷径的连续(35耀1 000 mm)变化,需要连续增加电机的给定转矩,才能保证纸张的表面张力保持恒定。考虑到安装卷径传感器的成本和条件,以及丹佛斯的同步卡中心卷绕程序包含有自动卷径计算功能,故决定采用丹佛斯同步控制器和丹佛斯同步卡来实现恒定的张力控制,在这种控制方式下,系统的成本和复杂度会大大降低。
2.2 同步卡中心卷绕程序
丹佛斯同步卡中心卷绕控制由以下三大部分组成。
1)张力给定处理包括张力锥度控制及张力给定斜坡功能,由于卷绕材质不同,张力给定可以根据需要随着卷径的变化而变化;系统控制具有张力极限报警功能,张力达到极限时,变频器输出信号报警等功能;各种材料所需的张力的PID 参数不一样,系统可以保存多组PID参数,根据输入信号选择,但本例卷绕材料是纸张,只要保持恒张力就可以,所以不需要这一功能。
2)直径计算功能包括:直径计算功能,该功能基于当前直径=驱动轮转速伊驱动轴直径/卷绕转速;卷径到达指示功能;多个初始卷径选择功能,可以储存多个不同的卷筒直径,根据控制信号选择;卷径测量功能(需要辅助传感器);卷径计算限制功能,根据材料厚度可以计算出限制的卷径变化速率。
3)张力PID控制根据张力检测装置检测的张力与设定张力作PID调节,目的是对卷径进行限幅。
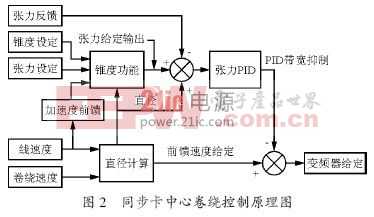
在控制过程中,将当前卷径及线速度所计算出的卷绕转速作为前馈,所以变频器的总给定等于前馈速度加上张力的PID 调节量。同步卡中心卷绕控制如图2 所示。
2.3 超级压光机的变频组构
西安精美纸业造纸厂采用的压光机为十二辊超级压光机,主牵引电机功率为P=160 kW,因此选用变频器VLT5252 来控制主电机,收卷电机功率为P=22 kW,因此采用收卷变频器为VLT5032,主电机和收卷电机各加装旋转编码器,张力反馈机构安装有简便的跳舞轮,另外,在收卷变频器上安装有丹佛斯的同步控制卡。
丹佛斯同步卡的基本工作原理是通过光电编码器反馈的电机的实际速度与位置,与给定的速度或位置信号比较,通过内部计算后,直接对电机的速度进行控制。
3 方案设计
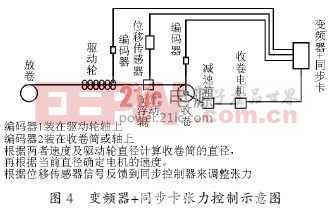
压光机变频改造示意图如图3 所示,张力控制示意如图4所示。
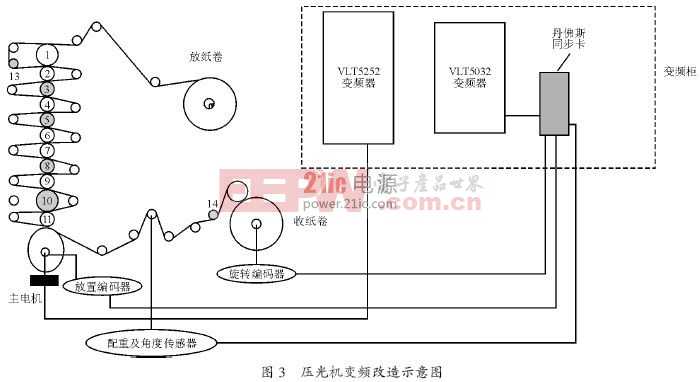
该系统主速度部分是通过主电机的变频器VLT5252的开环控制来驱动主传动电机,采用主-从式结构给定,主牵引的速度给定由变频器的电位器输入,当主电机启动,装于主电机上的旋转编码器输出信号,该信号连接在拖动收卷电机的变频器VLT5032 的同步卡上,当同步卡接收到编码器信号,同时以跟随主电机的速度来拖动收卷电机,此刻,收卷电机上的编码器也同时输出信号至丹佛斯变频器同步卡,以保证达到同步。
在张力控制部分,由配重浮动辊给定张力,经位移传感器反馈张力至丹佛斯变频器,通过丹佛斯同步控制器内部计算作调整以保持恒定张力。
4 改造优势
造纸厂属于轻化工企业,对防火要求很严。在造纸企业中采用的晶闸管装置—直流电机的调速方式,因电机周围的纸屑粉尘多,所以必须经常打扫,否则积聚在整流子附近会因电刷打火燃烧严重威胁安全生产。而且,由于设备操作频繁,不少场合须再生制动,因此原直流电刷磨损严重。另外,因必须定期打扫,换刷,不仅维修费用高,而且影响生产进度。
在造纸厂应用变频造纸技术,有如下优点。
1)采用变频调速替代直流调速后使企业能耗降低。调速系统采用先进的张力控制方法,使同步精度得到了大幅提高,这为设备生产的纸张质量提供了有力的技术保障。采用变频调速使整机速度调整方便、平稳,调速范围广,因加、减速同步,故能满足多种生产要求。由于变频器具有较强的过载能力和低频额定转矩,所以保证了速度不随负载的变化而变化,而且还克服低速时速度不稳定的缺陷。
2)采用变频调速的调速精度满足造纸生产需求,当负荷变化或电网波动时,电机转速无变化,适应性强。
3)变频器体积小,重量轻,不必另设控制盘,相对于晶闸管装置,占地面积大大缩小,而且安装容易,调试简单,操作方便,噪音小,无振动。
4)采用变频调速后,运行、操作、维护简便,提高了产品的质量和产量
5)变频器有软启功能,非常适合于软启动的调速设备。本系统采用先进的变频控制技术,实现了电机的软启动,减轻了机械冲击,降低了部分噪音,延长了机械设备的使用寿命,减少了机械维修费用。
6)变频器有自我诊断功能,检修方便,检修时间短。
5 结语
本系统采用丹佛斯变频器和丹佛斯同步控制卡收卷方案后,现场配置简洁,工作稳定,调试方便。实际的收卷效果非常理想,端面整齐,张力稳定。基于丹佛斯变频器同步控制卡的控制特点,加上其完善的功能、高可靠性和优秀的性能价格比,满足了用户对于纺织、造纸、冶金等各个领域的不同要求。
评论