
性能优化,电焊机中的IGBT迎来春天

由于功率开关性能的不断提升优化,使得逆变技术应用于焊机的设计在这近二十年内得到了巨大的进步,并奠定了在行业中的地位。过去几年,由于减小体积、提高功率等要求,逆变焊接技术也正式从晶闸管逆变焊机进一步发展到了 IGBT 逆变焊机。相比于传统的晶闸管逆变焊机,IGBT逆变焊机具有高效、节能、体积小、重量轻、焊接工艺性能优良、产品性价比高等特点。目前国内焊机制造产厂商大都已经转向生产 IGBT 逆变焊机,从而IGBT 逆变焊机越来越占据主导地位。
目前市面上主要拓扑形式有单管正激、双管正激、半桥式逆变、H桥逆变。下面就主流的拓扑形式做简要介绍。
1、H桥逆变焊机
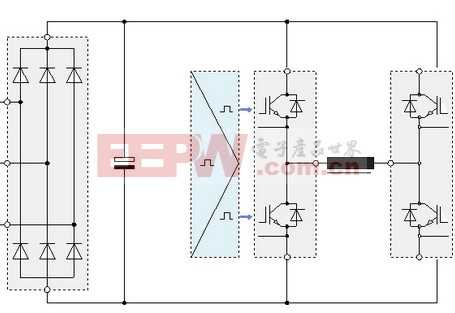
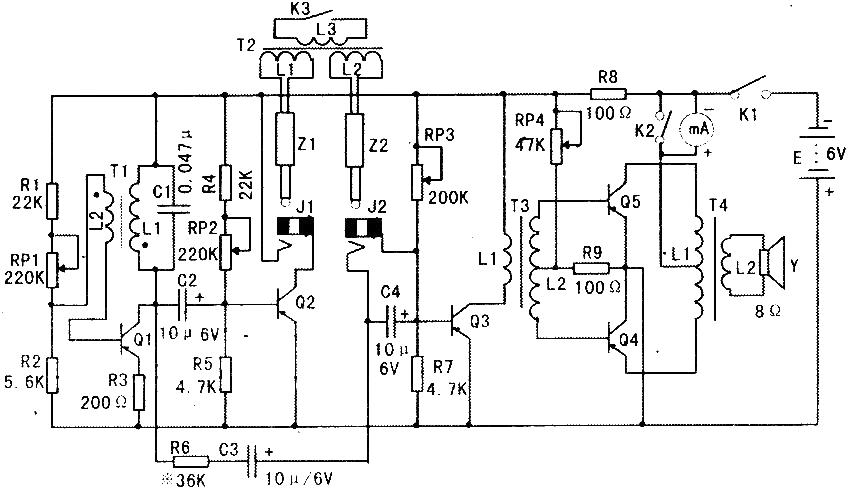
图1:H桥式逆变焊机原理框图
由图1可见逆变部分是由4个IGBT功率管组成,每个功率管相对于半桥或者单端正激功率可以做的更大,但上下桥臂直通的风险和偏磁现象。偏磁现象是由于功率管开关时间存在差异,经过一段时间累积使变压器单线偏磁直至饱和。
2、单管正激焊机
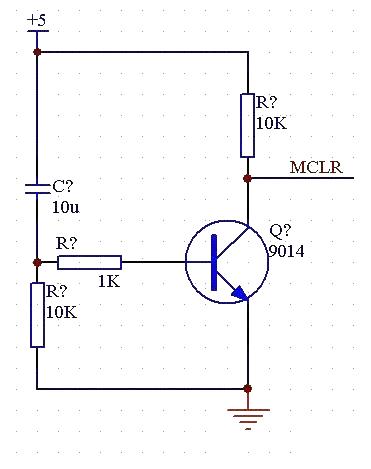
由图2所示是单管正激焊机是由一个IGBT用于一次侧的电流控制,其主要特点为:功率器件少、不会出现功率管直通现象、易于保护。但由于变压器工作于一个象限内,功率难以做到很高。
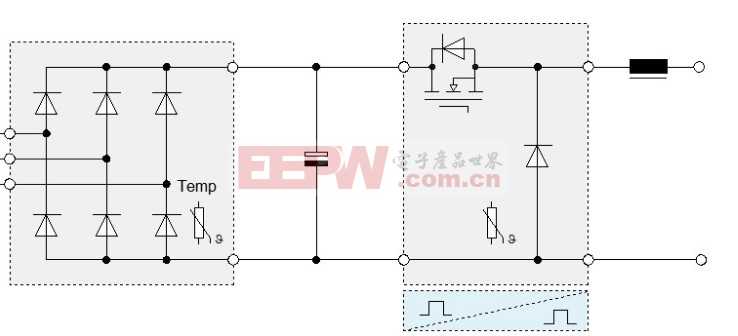
图2:单管正激焊机原理框图
针对上述情况,全球领先的半导体厂商RENESAS推出针对焊机应用场合的IGBT :RJH60F7x。下图所示为RJH60F7DPQ-A0的封装和管脚定义,封装采用TO-247A。目前,该款产品已由世强备货并大量广泛使用。
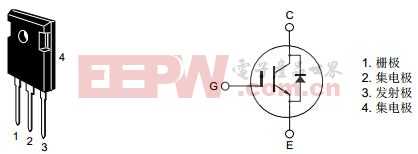
图3:RJH60F7DPQ-A0封装和管脚定义
RJH60F7DPQ-A0主要参数:
集电极-发射极电压:VCEs=600V
栅极-发射极电压:VGES=±30 V
集电极电流:IC=90A@TC=25℃;IC=50A@TC=100℃
最大功耗:PC=328.9W
结温:Tj=150℃
反向二极管承受的脉冲电流:IPEAK=100A
快速开关时间:tf=74ns (IC = 30 A, VCE = 400 V, VGE = 15 V, Rg = 5 , Ta = 25℃, 感性负载)
评论