
M7130型平面磨床控制电路图
M7130型平面磨床控制电路图
M7130型平面磨床控制电路图
图 55 是 M7130 型平面磨床的电气原理图。它由四部分组成:主线路、电磁工作台线路、控制线路和照明线路。
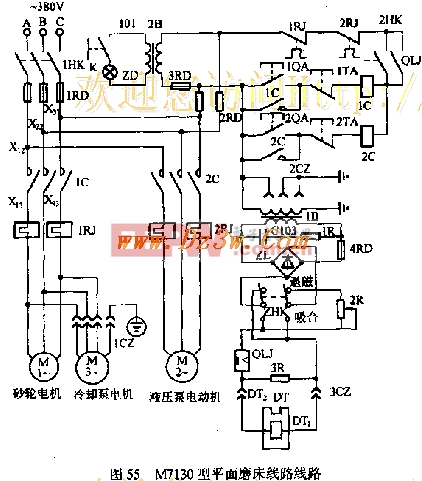
M713O 型平面磨床工作时,先合上电源开关 IHK ,再将工作台的控制开关 ZHK 扳到吸合位置,使电磁工作台的励磁线圈正向通电,将工件牢牢吸住。串接在电 磁工作台线圈回路中的 QU 是欠电流继电器的吸引线圈。当电磁工作台正常工作时,通过 Q 均线圈的电流足以使触头 QU 闭合,从而接通控制电路,这样各电动 机方有可能起动。
按下起动按钮 IQA 和 ZQA ,线圈 IC 和 ZC 通电,常开触点 IC 和 2c 接通,接触器线圈自锁,砂轮电动机、冷却泵电动机、液压泵电动机起动,磨床开始工 作。
当加工完毕需要取下工娜寸,先接下停止按钮 1 认、 ZTA 使各电动机停止旋转,然后将组合开关刀刃<扳向退磁位置。此时,电磁工作台的励磁线圈经退磁限 流电阻 2R 反向通电,对工件进行退磁。开关刀水在“退磁”位置只要稍停一短暂时间,再扳回到“放松”位置,电磁工作台线圈脱离电源即可取下工件。插座ZCZ 是供退磁器用插座。

M7130型平面磨床控制电路图
图 55 是 M7130 型平面磨床的电气原理图。它由四部分组成:主线路、电磁工作台线路、控制线路和照明线路。
M713O 型平面磨床工作时,先合上电源开关 IHK ,再将工作台的控制开关 ZHK 扳到吸合位置,使电磁工作台的励磁线圈正向通电,将工件牢牢吸住。串接在电 磁工作台线圈回路中的 QU 是欠电流继电器的吸引线圈。当电磁工作台正常工作时,通过 Q 均线圈的电流足以使触头 QU 闭合,从而接通控制电路,这样各电动 机方有可能起动。
按下起动按钮 IQA 和 ZQA ,线圈 IC 和 ZC 通电,常开触点 IC 和 2c 接通,接触器线圈自锁,砂轮电动机、冷却泵电动机、液压泵电动机起动,磨床开始工 作。
当加工完毕需要取下工娜寸,先接下停止按钮 1 认、 ZTA 使各电动机停止旋转,然后将组合开关刀刃<扳向退磁位置。此时,电磁工作台的励磁线圈经退磁限 流电阻 2R 反向通电,对工件进行退磁。开关刀水在“退磁”位置只要稍停一短暂时间,再扳回到“放松”位置,电磁工作台线圈脱离电源即可取下工件。插座ZCZ 是供退磁器用插座。
评论