
普传科技PI7800MF系列中频感应加热电源的应用

本专用电源对电网没有污染。与同类产品相比,提高了电源的可靠性,减少了因停机造成的生产损失。
1 感应加热原理及应用
1.1 集肤效应
当交流电流通过导线时,在导线周围产生交变的磁场,处在交变磁场中的整块导体的内部会产生感应电流,由于这种感应电流在整块导体内部自成闭合回路,形似水的旋涡,所以称作涡流。
在直流电路内,均匀导线的横截面上的电流密度是均匀的,而当交流电通过导线时,由于交变磁场的作用,在导线截面上各处电流分布不均匀,中心处电流密度小,而越靠近表面电流密度越大,这种电流分布不均匀的现象称为集肤效应(也称趋肤效应)。交流电的频率越高,则集肤深度越深,同时其交流阻抗也变大,因此在相同数值的电流作用下,负载所获得的能量也越高,而电流及线路损耗相应地也会变小,从而提高了加热效率,同时还可起到节约电能的目的。变频加热电源正是基于这一原理,利用变频技术,可将运行频率提高到工频的数倍,加热效果也随之明显提高。
1.2 感应加热
1831 年法拉第发现电磁感应定律,1868 年福考特提出涡流理论,1840 年焦耳-楞茨确定了电阻发热的关系式Q=I2Rt,这些构成了感应加热的理论基础。
感应加热早期主要用于有色金属熔炼和热处理工艺。常用于表面淬火、局部退火或回火,有时也用于整体淬火和回火。将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场,交变磁场的电磁感应作用使工件内产生封闭的感应电流,感应电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。
相对于别的加热方式,感应加热具有以下独特优点。
1)加热速度快,可节能。感应加热是从金属内部透入深度层开始加热,这样大大节省了热传导时间。
2)加热温度高,是非接触式的电磁感应加热。
3)可进行局部加热,容易控制加热部位。被加热产品质量稳定,加热工件的质量再现性与重复性好,各种参数容易控制。
4)控制温度的精度高,可保证温差在依0.5%耀1%范围内。
5)感应加热的热效率高,一般可达50%耀70%,而火焰炉的热效率一般只有30%左右。
6)可控性好,易于实现自动化;
7)作业环境好,环保,几乎无热、噪声、粉尘等污染。
感应加热现已广泛应用于冶金(金属熔炼、透热、热处理和焊接等)、机械制造(黑色和有色金属的铸造和精密制造金属的熔炼;机器零件的淬火,特别是表面淬火以及淬火后的回火、退火等热处理的加热等)、轻工、石油化工(化学反应釜等容器的加热;输油管道缝焊接,现场退火;输油管路的加热和保温;钻铤、钻杆的热处理)、电子、金属材料等工业生产过程中,成为冶金、国防、机械加工、石化等部门及铸、锻和船舶、飞机、汽车制造业等不可缺少的技术手段。
圆电源基本框图及原理
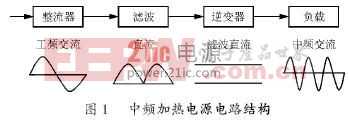
根据交变电流频率的高低,将电源分为超高频、高频、超音频、中频、工频。中频加热电源(50 Hz 或60 Hz 以上至10 kHz)主电路为ACDC-AC变频结构,由整流电路、滤波、逆变电路和保护电路组成,基本构成如图1 所示。其工作原理是将三相50 Hz 工频交流电经过三相全控整流桥整流成电压可调的脉动直流,再通过电容将脉动的直流电滤波变成光滑平稳的直流电送到单相逆变桥,最后通过逆变桥将直流电变成单相频率可调的中频交流电供给负载。采用三相全控桥式整流电路输出电压调节范围大,而移相控制角的变化范围小,有利于系统的自动调节,输出电压的脉动频率较高,可以减轻直流滤波环节的负担。

1)基于PI7000 系列高性能变频器技术平台。
2)采用美国德州仪器公司(TI)DSP 的TMS-320LF2407、TMS320F2812 等数字微处理芯片为电源控制核心,采用SPWM控制技术,使控制系统性能增强,电路简化,负载适应性强,实现电源控制的全数字化,智能化。该芯片专门为电机控制与运动控制数字化优化实现而设计,特别适合于三相异步电动机和逆变器的高性能控制。它集C2xx内核增强型TMS320设计结构及适用于电机控制的低功耗、高性能、优化外围电路于一体。
3)采用先进的大功率绝缘栅双极性晶体管IGBT作为功率开关器件,逆变频率可调。与传统的可控硅晶闸管比较,有较好的开关性能,开关频率高,体积小,电流大。
4)具有相序自适应功能,无需鉴别进线相序。
5)输出电压、电流连续可调,可以使加热系统处于最佳工作状态,能源利用率高,具有恒输出电压/恒输出功率控制选择功能。
6)采用零压软启动,启动成功率高且无冲击。
7)人机对话的显示界面,可通过键盘的选择显示工作频率及电流,电流变比等,并可显示故障状态及原因,使显示更直观,更易于操作。
8)采用强化的故障诊断和保护技术,使系统工作可靠,有多种参数设定和跟踪监控功能,保护功能齐全,具有过压、过流、缺相、控制电源欠压等故障报警功能。
9)高效节能,全功率范围内,具有极高的功率因数和电源效率及较好的谐波抑制功能。
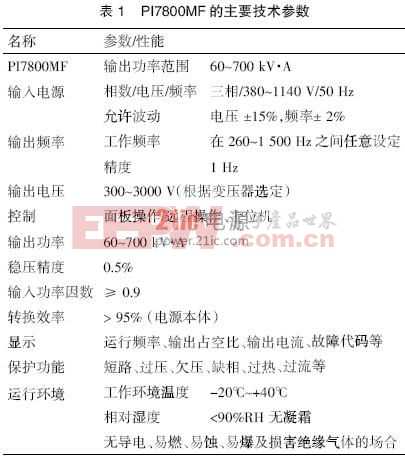
4 主要技术参数
PI7800MF的主要参数如表1 所列。
5 在稠油井抽油系统上的应用
在我国石油开采中,稠油井的比例占相当大一部分,这类井原油粘度高、凝固点高、密度大、含蜡量高,难以开采。目前国内外开采这类油井使用的最广泛、效果最好的工艺技术是稠油热采技术,即采用空心杆电加热工艺技术,使稠油变稀,可实现稠油的顺利开采。以前的空心杆加热技术,采用工频加热,因负载为单相,需要有一个独立的变压器,将三相输入变为单相输出,造成三相电网的不平衡,功率因数低,电能消耗大,对电网的污染大,加热效果不明显,极大地浪费了电能。 PI7800MF系列中频加热电源解决了上述问题。该设备可提供260~1 500 Hz 的频率,实现了输出电压、电流的连续可调,以达到输出功率连续可调的目的,提高了加热效果,同时由于中频电源涡流感应加强,导致集肤效应更强,使漏磁减少,因此电加热效果大大好于工频电源,实际应用节能效果达到30%以上,极大地降低了对采油生产能源的消耗。
PI7800MF已在胜利油田、辽河油田稠油加热、输油管道加热解除油路堵塞及油井井口加热中得到广泛应用,很受油田采油人员的欢迎。目前,加热元件主要采用的是感应加热器(感性负载)和空心加热杆(阻性负载)。
5.1 电路框图
PI7800MF 系列油井采油中频感应加热电源通过DSP控制IPM/IGBT功率器件,实现功率和频率可调的中频电源输出。电路框图如图3 所示。它充分利用中频集肤效应、邻近效应和圆环效应原理,通过感应加热器和油管柱,将电能有效地转化为热能,从而达到油井降粘降稠、稳产高产的目的。
5.2 应用效果
普传科技在胜利油田、辽河油田等几个稠油井分布的区域内成功运用了中频电源加热技术。
通过现场调整,结合加热电缆及功率,一般将频率调至500耀800 Hz,比工频提高了10 倍,根据功率调整电流,一般75 kW的电源输出电流在80 A左右,93 kW的电源在100 A左右,通过中频变压器,输出电压在800 V左右(串联输出电压为500 V、600 V、700 V、800 V),其加热和节能等应用效果十分明显。
1)功率因数明显提高原工频加热的功率因数在0.7 左右,而采用变频电源加热,经测试都在0.95 以上。
2)减少了对电网的污染原工频加热,需将三相变单相,造成变压器输入三相电压严重不平衡,对电网污染严重。应用变频电源以后,功率因数提高,谐波含量明显减少,所以减轻了对电网的污染。
3)加热效果明显根据集肤效应,频率提高后,负载所获得的能量提高,线路损耗也相应减少,从而提高了加热效果。据测试,变频加热可比工频加热提前1~2小时达到预定效果,而且温度高。
4)保护功能齐全原工频电源柜保护功能差,往往由于负载的短路、断路及电压的不稳定,造成变压器烧毁、工作不稳定。而变频电源柜由于DSP的控制,其保护功能齐全,避免了由于电网及负载的故障引起的问题,保证了系统的稳定运行。
5)节能效果明显据测试,每台中频电源柜比相应的工频柜节电都在20%左右,节约了电能,提高了工作效率,保证了加热系统的效果。
6 在钢铁行业中的应用
实践中,在钢厂感应加热炉、大型钢板加热、钢轨淬火、透热设备等加工中很好地利用了中频感应加热技术。如图源所示。
7 结语
感应加热电源加热效果明显,功率因数高,节能效果明显,其市场发展前景广阔。
评论