用可控硅控硅控制的电焊机自动启停装置-----Welder Starting Circuit


用可控硅控硅控制的电焊机自动启停装置
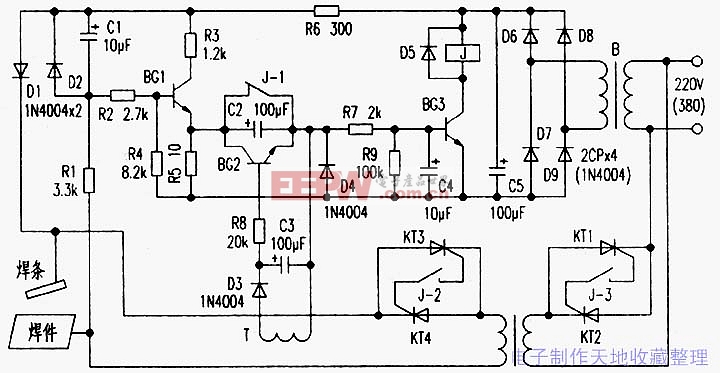
笔者设计制作的电焊机自动启停装置,用两对可控硅分别控制电焊机的初级和次级,启停灵敏可靠无噪音,现已装于BX1―300交流弧焊机和ZXG―300手弧焊整流器上,工作一年多节电效果显著。现介绍如下(电路见附图)。
一、工作原理
接通电源,控制变压器B次级交流15V电压经D6~D9整流、C5滤波给控制电路供电。由于焊条还未与工件接通,整机处于待机状态。
当操焊开始后,正电压通过D1→焊条→焊件→R1→R2→BG1的b、e结→R5到负端,BG1导通。另一路正电压经R3→BG1的ce结→J-1→R7→BG3的be结到负端,BG3导通,J吸合,J―2、J―3闭合,控制焊机初级及次级的两对反相并联的可控硅均导通,即可实施焊接。J吸合后J―1断开。
电流互感器T检测焊接电流感生电压,D3整流,C3滤波,R8限流,给BG2提供偏流,致BG2导通。由此BG3的基极电流则通过BG2的ce结继续流通。
当停焊的瞬间(如摆校工作、续换焊条、偶然断弧),T感生不出电压,C3放电到0.6V以下,BG2截止,焊条工件又不通。正电改经D→KT、KT4→焊机次级线圈→R1→R2保持BG1基极电流的通路。BG3基极电流的通路则靠给C2充电电流的路径来维持。调整C2值以改变延迟维持时间(约30秒到1分钟),再实施焊接又如上述启停机。使短暂时间维持焊机不停电,超过设定延迟维持时间C2充满,BG3没有维持导通的电流则截止,J释放,焊机断电,达到节电的目的。
二、元器件作用及性能选择
二极管D1、D2为初始启动电流通路兼限幅作用,选用耐压值高的1N4007;R1降压,R6限流,选用0.5W金属膜电阻;其他电阻选用l/8W即可;三极管BG1~BG3用小功率硅三极管3DG6C及9013;继电器J用JRX-B1型;电流互感器T用成品漏电保护器中的环形线圈;控制变压器B初级电压应和所控制电焊机初级电压相适应。次级15V/5W即可。最要紧的是两对可控硅,控制初级一对KT1、KT2选1000V以上50A的,控制次级一对KT3、KT4选用500V以上200A的。其他无严格要求。整个控制电路绝对不能接地,否则要损坏元器件。
评论