
应用于ROCKWELL系统在机器人汽车焊装线的集成

引言
现场总线技术适应了工业控制系统向分散化、网络化、智能化发展的方向,它一经产生便成为全球工业自动化技术的热点,受到全世界的普遍关注。
rockwell自动化公司自1971年就开始生产了基于devicenet现场总线的plc,用于汽车生产线控制。随着公司的发展,rockwell在工厂自动化控制、微处理器、无线电、航天飞机、先进通信系统和全球定位系统等领域成绩显著。罗克韦尔自动化为用户提供了覆盖从车间级设备的控制到企业级生产控制和信息管理的全方位的工业网络解决方案——网络集成自动化为基础的企业信息系统。如今,罗克韦尔自动化致力于扩展基于cip的自动化控制的产品规模。cip是三层网络设备网,控制网,和ethernet/ip网共享的应用层,可以帮助实现在一系列设备上实现通用控制、配置、数据收集和共享。还可以为自动化用户带来巨大的效益:降低成本、增加易用性、产品和网络集成变得更为轻松,同时能支持多家供应商提供的设备的互操作,提供了设备连接的便利性。
ethernet/ip工业以太网
ethernet/ip由两个重要的国际组织odva和controlnet international于2000年共同推出,是使用tcp/ip协议的真正意义上的标准工业以太网,一经推出已得到了全球近百家供应商的支持,目前已有上百种ethernet/ip产品可供用户选择,包括过程控制器、plc、i/o、变频器、软启动器、视觉产品、条码扫描设备、称重设备、电力智能监控单元、过程总线ff链接设备、交换机等,并且广泛应用于汽车、食品饮料、电力、化工、水处理、采矿、冶金、建材和轮胎等各个行业。
控制网网络controlnet controlnet基于改型canbus技术,可以作为沟通逻辑控制和过程控制系统,传输速率为5mbps。控制网网络是一种高速确定性网络,用于对时间有苛刻要求的应用场合的信息传输。它为对等通信提供实时控制和报文传送服务。它作为控制器和i/o设备之间的一条高速通信链路,综合了现有各种网络的能力。控制网是一种最现代化的开放网络,它提供如下功能:对在同一链路上的i/o、实时互锁、对等通信报文传送和编程操作均具有相同的带宽。对于离散和连续过程控制应用场合,均具有确定性和可重复性功能。
设备网现场总线devicenet devicenet基于canbus技术,用于plc与现场设备之间的通讯网络。它可连接开关、拖动装置、固态过载保护装置、条形码阅读器、i/o和人机界面等,传输速率为125-500kbps。设备网络通过一个开放的网络,将底层的设备直接和车间级控制器相连,而无需通过硬线将它们与i/o模块连接。世界范围的150多个销售商积极支持敞开式设备网销售者协会(odva)基于can技术的网络。这种64个节点、多支路的网络,允许用一根电缆去连接500m以内的设备并远至用户的可编程控制器,无需用导线把每一个设备和一个i/o机架连接起来,总之所有这一切可以减少导线的费用并方便安装。
汽车白车身焊装线系统
汽车焊装线是将各车身冲压件装配、焊接成白车身的机器人系统集成生产线,结构上分成地板线和主拼线,地板线主要是将前底板总成、后底板总成、发动机舱总成焊接拼合成车身下部地板,而主拼线是将地板线、车身左右侧围、前后顶横梁、顶盖组合成一个完整的白车身,各工位由相应的焊装夹具、上件系统、点焊设备、输送系统、点焊机器人、机器人控制系统及电气辅助设备等组成。车身拼接完成后,通过在线测量工位完成关键点精度检测,并与车型数模进行比较后得出外形尺寸公差,检查质量,然后车身下线送至调整线进行外观检查、车门、发动机仓盖、行李箱盖及其他工件的安装,至此完成了汽车焊装的过程。
奇瑞汽车焊装线项目控制网络结构介绍(见附图)
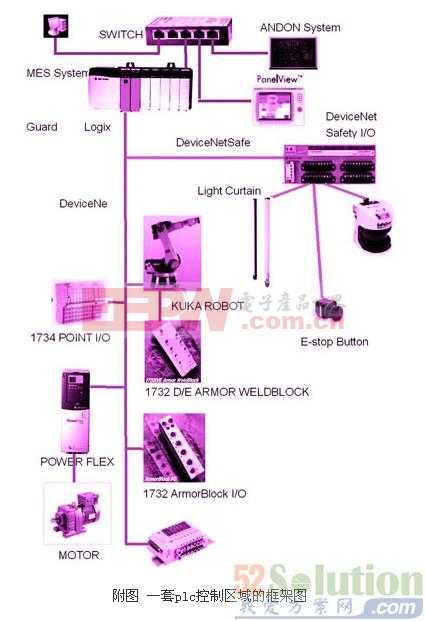
该项目是奇瑞新车型的车身焊装线系统,设计思想体现了新时代自动化控制系统的设计思路,整个焊装线主要是由51台kuka机器人点焊机器人系统和相关机械设备组成,输送设备包括滚床、往复杆、链式输送机、夹具、ems小车等,控制设备包括7套guard logix plc系统及相关的模块,附图是整个系统内一套plc控制区域的框架图。
控制方案介绍
奇瑞汽车焊装线系统使用了guardlogix 安全控制器系统作为主控制器,其综合了control logix平台使用的高性能和灵活性,集成了安全控制特性的最高等级(安全集成等级3),编程方法简单灵活。点焊机器人使用德国kuka公司kr200系列通用机器人安装工频点焊枪实现车身部件的点焊熔合,机器人通过pci接口卡实现devicenet接口的master/slave通讯方式,分布式i/o系统采用了1734 point io、1732 armor block i/o实现设备信号的输入和输出控制,安全回路使用devicenet safety总线、safety io模块实现安全信号的输入输出控制,输送设备电机采用power flex(40、70、80)系列变频器通过总线控制,连线简洁并减少了差错。生产安全区域控制使用了安全光栅、安全雷达扫描器、安全毯、安全门开关等安全设备实现对现场操作人员的保护。汽缸、定位销、锁紧机构等气动元件使用阀岛实现集成控制,防护等级达到ip65。人机操作界面使用panel view 触摸屏实现控制区域内设备状态、故障报警、机器人状态信息的显示,机械设备手动操作功能的实现。主要设备型号见附表。

rslogix5000软件的基于标签tag的数据库管理技术使用起来确实方便,它是真正采用标签技术寻址的plc,在上位机通讯中与plc逻辑中每个模件都有唯一的名称,同一变量可以有不同的标签进行表示,控制器的标签对全部任务都是可见的,这种方式比传统的编程软件提高了效率、减少了繁杂的命名、地址标记过程。
guardlogix plc控制器集成了安全plc的功能,编程调试都在同一套软件内完成,为程序员提供了熟悉易用的编程环境,硬线连接也改变以往需要总线接口的方式从而实现无缝连接。
pid模块的使用非常的简单方便,功能很完善,包括软手动和硬手动的切换、pv-sp跟踪等功能,可以方便的实现手自动的无扰切换。
ai(4~20ma)i/o模块对采样的数据可以进行量程转换,不再需要在hmi或plc逻辑中做量程转换,并且每通道可以设置高低报警值,从模块中直接输出报警信息。ao(4ma-20ma 0v~10v)模块通过写入实际值即可输出对应模拟量信号,也可以实现量程转换。

评论