
用PROG-110取代自动装药机的PLC

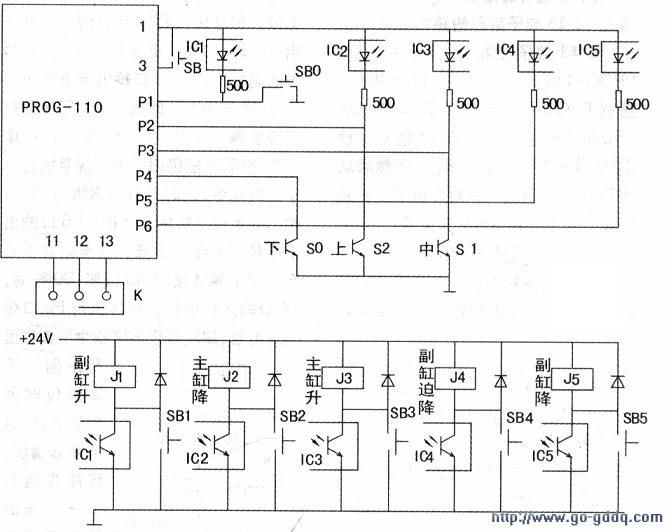
自动装药机的工作次序为:(1)副缸先上升到位。(2)主缸下压装药副缸在主缸下压的压力下被动迫降。(3)装药完成,副缸快速下降,主缸回抽上升计时2秒。(4)副缸下降到位全过程结束。缸的升降是靠各电磁阀的启闭改变油路来实现的。在整个工作过程中油泵是常开的,我们可以不予考虑,这样我们一共使用了三只接近开关,五只电磁阀,再加一只自动启动按钮,即共需4个输入口,5个输出口。而PROG-110总共只有6个1/0口,显而易见是不能满足要求的,因此必须解决端口利用问题。为了达到总共9个1/0口,其中必须有3个为双工口,使之既可输入信号也可输出信号,这其中牵涉到外部硬件和内部程序软件合理设计两个方面。本人根据实际情况,利用端口作输入口功能完成后马上顺延作输出口使用,输出使用完毕后将其复位为高电平,这样就使I/O口得到了扩展,电路硬件其具体电路硬件设计如图所示(电源部分略)。图中SO~S2选用正泰集团生产LJM10A-8Z/NK型三线制金属接近开关。SO装在最底部为副缸下降到位开关,S1装在中间为装药到位开关,S2装在最上面为副缸上升到位及主缸开始下压装药开关。另外,金属体装在副缸下方的立柱上,随副缸一起升降,当金属体分别接近SO—S2时.SO~S2分别导通。ICl~IC5为达林顿电路输出的光耦4N31。图中P1、P2、P3为双工口,在一个工作周期的不同时期分别承担输入或输出任务。SB为复位按钮,设置复位按钮的目的是防止在自动状态时接近开关失灵会导致动作不会停止。例如当S1损坏时,那么在自动装药状况下,主缸会将整缸药全部压下,给操作带来麻烦。SBO为自动装药启动按钮。J1为副缸升电磁阀,SB1为副缸升按钮。J2为主缸下压电磁阀,SB2为主缸降按钮。J3为主缸升电磁阀,SB3为主缸升按钮。J4为副缸被动追降电磁阀,如果没有主缸下压的装药压力,副缸不会下降,故不设SB4按钮。
J5为副缸降电磁润,SB5为副缸降按钮。将PROG-110单独+5V供电,单独用一铁盒屏蔽,在铁盒上安装三位开关K,并将铁盒可靠接地,将PROG-110板上12、13端子后部短路线去掉。在11、12、13端子上接三位开关K,在PROG-110运行时将11、12脚短路,这样PROG-110就有了写保护。从PROG-110上引出六根1/0线及一根COM线和复位线至光耦板上,然后从原PLC上将引线一一对应拆下接在光耦板上,至此电路硬件即告完成。
程序介绍
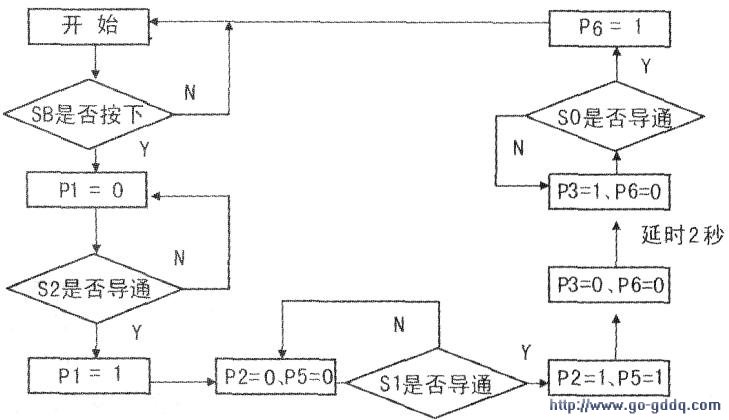
本程序流程图如图所示。当P1口输入低电位后即SBO按下后程序开始执行,P1口马上作为输出口使用输出低电位,光耦IC1工作,J1导通副缸上升。当系统检测到P2口输入低电位后P1口输出高电位副缸停止上升。当副缸上升到位后因接近开关S2导通P2口输入低电位,所以副缸停止上升。
(在副缸上升的过程中,因金属接近开关S1的位置装在中间,金属体从SO到S2要经过S1,不可避免S1会有导通现象,致使IC3工作,J3导通。J3是主缸升电磁阀,而主缸回抽本身在程序末尾是要执行回抽计时的,那么只需将末尾计时时间略微缩小就可解决这个端口双工口利用的矛盾。这也正是本程序设计的巧妙之处)。P2口输入低电位后,程序执行P1口输出高电位,P2、P5口输出低电位。即P2口马上转作输出口使用输出低电位,正好顺延了前面输入的低电位,P2口输出低电位主缸下压,P5口输出低电位副缸在主缸下压的压力下被动迫降,完成装药过程。当副缸下降到金属体接近Sl时.S1导通,IC3工作,J3导通主缸回抽,不再继续下压装药,即装药过程结束。同时S1导通,P3口输入低电位,程序执行P6、P3口输出低电位指令。P6口输出低电位,IC5工作J5导通副缸下降。P3口输出低电位,IC3工作J3导通主缸回抽。因此即使副缸下降金属体离开Sl,因P3口已作输出口使用,主缸仍旧回抽。接着执行一个延时指令,延时2秒后再执行P3口输出高电位主缸停止回抽。P6口输出低电位副缸依旧下降,直至副缸下降至底部金属体接近SO位置,SO导通,P4口输入低电位,程序执行P6口输出高电位,副缸停止下降指令。在这里利用副缸下降到位时间大于2秒,这一实际情况,程序先执行了一个延时指令,然后再去检测P4口状态,控制副缸下降到位。这是本程序的另一巧妙之处。最后程序返回。
本程序仅用了34步,再配合外部电路,就用65元的PROG-110完全代换了原价格数千元的日产三菱PLC,而且省去了原来繁复的编程工作。程序出现故障,检查也相当方便(只需上电进入编程态,逐条检查34步指令)。一时无法修复,更换也相当简单(只需拆卸八根连线加电源线)。可见PROG-110原则上完全可替代PLC编程器在工业控制中的一些应用,看似简单的PROG-110程序软件有着丰富的内涵。
只要完全掌握各类指令,巧妙加以利用,善于分析电路,大胆设计,小心求证,往往就能取得意想不到的成效。
程序清单:

评论